Le plasma constitue le quatrième état de la matière (solide, liquide, gazeux, plasma) :
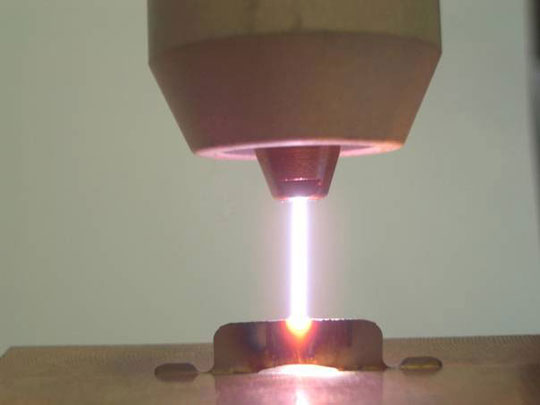
C’est un gaz porté à très haute température et devenant électroconducteur. Pour obtenir un arc plasma, on confine un arc électrique en le faisant passer par l’orifice d’une tuyère de faible diamètre (quelques millimètres). On obtient un « jet plasma » ayant une vitesse de sortie supérieure à la vitesse du son, d’une température de l’ordre de 15 à 20 000°C. Ce jet est capable de couper tout métal électroconducteur par fusion et éjection du métal liquide grâce au souffle du gaz. La torche est au pôle (–) et la pièce à souder au (+).
Contrairement à l’oxycoupage, l’action chimique d’oxydation est absente du processus de coupe. La « puissance » de coupe dépend de l’intensité du plasma, de son confinement et du débit de gaz plasmagène (donnant l’effet dynamique).
Le coupage à l’air comprimé est économiquement très intéressant et s’applique aux faibles épaisseurs (intensité max : 150 A). Ce procédé se distingue par sa grande polyvalence (tous matériaux), sa facilité d’utilisation et de mise en œuvre (un raccordement à l’air comprimé suffit). Les qualités de coupe sont bonnes dans les faibles épaisseurs et dépendent de la dextérité de l’opérateur pour les plus fortes (la vitesse d’avance doit être lente et surtout constante).
COMPOSITION DE NOS ENSEMBLES STANDARDS :
Générateur ;
Câble de masse et prise de masse ;
Câble alimentation sans prise ;
Torche de coupage.
Équipements personnalisables selon vos besoins spécifiques.
Tous nos générateurs sont conformes aux dispositions des directives européennes CEM et BT et reçoivent le marquage CE.
Nos principaux partenaires
Le plasma soudage
Le plasma constitue le quatrième état de la matière (solide, liquide, gazeux, plasma) :
Le procédé Plasma est une évolution du procédé TIG permettant d’en améliorer considérablement les performances :
L’énergie est fortement modifiée dans l’arc Plasma :
température élevée de l’arc ;
constriction mécanique de l’arc ;
énergie concentrée sur une surface réduite.
L’arc pilote permet d’assurer un amorçage de l’arc plasma avec un degré de fiabilité très important, rendant ainsi le procédé indispensable pour toutes les applications de soudage automatiques.
Le Plasma soudage s’utilise toujours avec deux gaz :
Gaz plasmagène Généralement de l’Argon pur qui, combiné avec l’arc électrique, forme le plasma qui passe au travers d’une tuyère. Il en résulte une forte densité de courant et une température très élevée au centre de la colonne plasma.
Gaz annulaire Le deuxième gaz s’écoule entre la tuyère et la buse et assure surtout la protection du métal fondu. En fonction des matériaux à souder, ce gaz pourra être de l’Argon pur ou mélangé à de l’Hydrogène (maxi 5 %) ou de l’Hélium. La protection de l’électrode est permanente, lui assurant ainsi une très longue durée de vie !